







ข้อกำหนด
| ชื่อผลิตภัณฑ์ | ข้อต่อแบบซ้อนทับ/หน้าแปลนหลวม |
| ขนาด | 1/2"-24" |
| ความดัน | 150#-2500#,PN0.6-PN400,5K-40K |
| มาตรฐาน | ANSI B16.5, EN1092-1, JIS B2220 เป็นต้น |
| ปลายสั้น | MSS SP 43, ASME B16.9 |
| วัสดุ | เหล็กกล้าไร้สนิม:A182F304/304L, A182 F316/316L, A182F321, A182F310S, A182F347H, A182F316Ti, 317/317L, 904L, 1.4301, 1.4307, 1.4401, 1.4571, 1.4541, 254Mo และอื่นๆ |
| เหล็กกล้าคาร์บอน:A105, A350LF2, S235Jr, S275Jr, St37, St45.8, A42CP, A48CP, E24, A515 Gr60, A515 Gr 70 เป็นต้น | |
| เหล็กกล้าไร้สนิมดูเพล็กซ์:UNS31803, SAF2205, UNS32205, UNS31500, UNS32750, UNS32760, 1.4462, 1.4410, 1.4501 และอื่นๆ | |
| เหล็กท่อ:A694 F42, A694F52, A694 F60, A694 F65, A694 F70, A694 F80 เป็นต้น | |
| โลหะผสมนิกเกิล:อินโคเนล 600, อินโคเนล 625, อินโคเนล 690, อินโคโลย 800, อินโคโลย 825, อินโคโลย 800H, C22, C-276, โมเนล 400, อัลลอย 20 เป็นต้น | |
| โลหะผสม Cr-Mo:A182F11, A182F5, A182F22, A182F91, A182F9, 16mo3, 15Crmo เป็นต้น | |
| แอปพลิเคชัน | อุตสาหกรรมปิโตรเคมี; อุตสาหกรรมการบินและอวกาศ; อุตสาหกรรมยา; ไอเสียจากก๊าซ; โรงไฟฟ้า; การต่อเรือ; การบำบัดน้ำ ฯลฯ |
| ข้อดี | สินค้าพร้อมส่ง จัดส่งรวดเร็ว มีทุกขนาด สั่งทำได้ คุณภาพสูง |
มาตรฐานมิติ
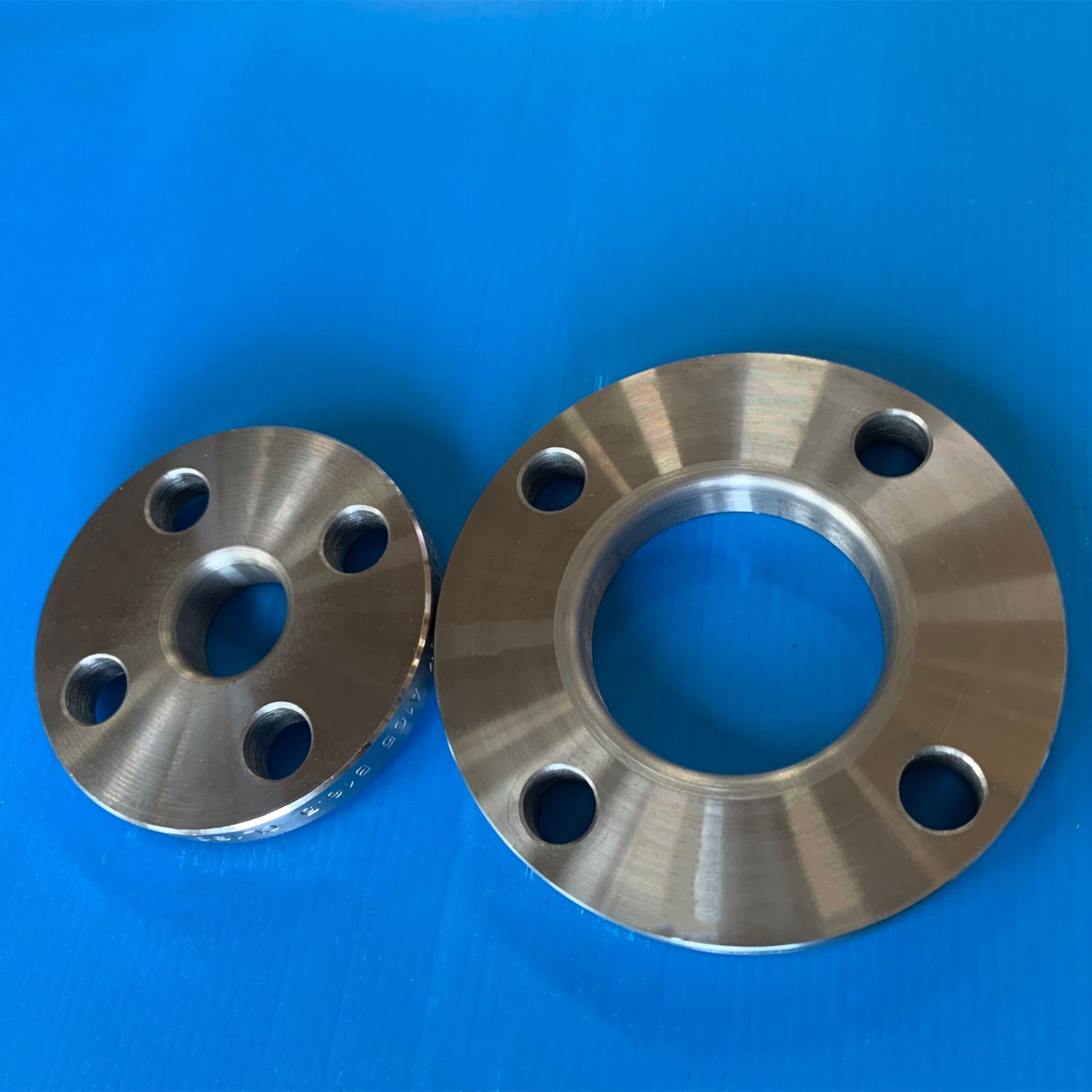
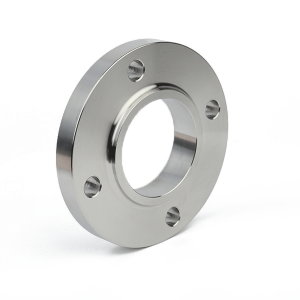
หน้าแปลนข้อต่อซ้อน
หน้าแปลนแบบประกบ (lap-joint flange) ต้องใช้ส่วนประกอบท่อสองชิ้นสำหรับแต่ละด้านของการเชื่อมต่อหน้าแปลน ได้แก่ ปลายท่อ (stub end) และหน้าแปลนรองรับแบบหลวม (loose backing flange) หน้าแปลนรองรับแบบหลวมจะครอบลงบนเส้นผ่านศูนย์กลางภายนอกของปลายท่อ ซึ่งเชื่อมติดกับท่อโดยตรง หน้าแปลนรองรับนี้ไม่ได้เชื่อมติดกับท่อ และสามารถหมุนได้ ซึ่งมีประโยชน์อย่างยิ่งเมื่อจำเป็นต้องจัดวางหน้าแปลนในระหว่างการติดตั้ง
นอกจากนี้ เนื่องจากหน้าแปลนด้านหลังไม่ได้สัมผัสกับของเหลวในกระบวนการผลิต จึงสามารถทำจากวัสดุที่มีความทนทานต่อการกัดกร่อนน้อยกว่าได้ ตัวอย่างเช่น หากกระบวนการผลิตมีการกัดกร่อนและจำเป็นต้องใช้ท่อสแตนเลส เช่น ASTM A312 TP316L ปลายท่อก็ต้องทำจาก SS 316L ด้วยเช่นกัน แต่หน้าแปลนด้านหลังสามารถทำจาก ASTM A105 ซึ่งมีราคาถูกกว่าได้
วิธีการเชื่อมต่อแบบนี้มีความแข็งแรงน้อยกว่าหน้าแปลนแบบเชื่อมคอ แต่ดีกว่าการเชื่อมต่อแบบขันสกรู การเชื่อมแบบซ็อกเก็ต และการสวม อย่างไรก็ตาม วิธีนี้มีต้นทุนการผลิตสูงกว่า เนื่องจากต้องใช้การเชื่อมแบบเต็มความลึกและต้องใช้ส่วนประกอบสองชิ้น

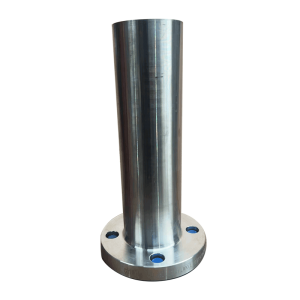
ปลายตัน
ปลายท่อสั้น (Stub End) มักใช้ร่วมกับหน้าแปลนแบบประกบ (Lap Joint Flange) เพื่อทำหน้าที่เป็นหน้าแปลนรองรับ
การเชื่อมต่อหน้าแปลนแบบนี้ใช้ในงานที่มีแรงดันต่ำและไม่สำคัญ และเป็นวิธีการเชื่อมต่อหน้าแปลนที่ประหยัด
ตัวอย่างเช่น ในระบบท่อสแตนเลส สามารถใช้หน้าแปลนเหล็กกล้าคาร์บอนได้ เนื่องจากหน้าแปลนเหล่านี้ไม่ได้สัมผัสกับผลิตภัณฑ์ที่อยู่ภายในท่อ
ปลายท่อแบบสั้น (Stub Ends) มีให้เลือกใช้กับท่อเกือบทุกขนาดเส้นผ่านศูนย์กลาง ขนาดและค่าความคลาดเคลื่อนของขนาดถูกกำหนดไว้ในมาตรฐาน ASME B.16.9 ปลายท่อแบบสั้น (Stub Ends) ที่มีน้ำหนักเบาและทนต่อการกัดกร่อนถูกกำหนดไว้ในมาตรฐาน MSS SP43

ข้อดีของหน้าแปลนแบบต่อประกบ
- การที่สามารถหมุนรอบท่อได้อย่างอิสระ ช่วยให้การจัดแนวรูสลักหน้าแปลนที่อยู่ตรงข้ามกันทำได้ง่ายขึ้น
- เนื่องจากไม่มีการสัมผัสกับของเหลวภายในท่อโดยตรง ทำให้สามารถใช้หน้าแปลนเหล็กกล้าคาร์บอนราคาไม่แพงร่วมกับท่อทนการกัดกร่อนได้
- ในระบบที่เกิดการสึกกร่อนหรือผุกร่อนอย่างรวดเร็ว หน้าแปลนอาจสามารถนำกลับมาใช้ใหม่ได้

แสดงรายละเอียดสินค้า
1. ใบหน้า
พื้นผิวเรียบ รัศมีเป็นสิ่งสำคัญที่สุด
2. มีดุมล้อหรือไม่มีดุมล้อ
3. ผิวหน้า
ความเรียบของผิวหน้าหน้าแปลนวัดได้จากค่าความหยาบเฉลี่ยทางเลขคณิต (AARH) ค่าความเรียบนี้จะถูกกำหนดโดยมาตรฐานที่ใช้ ตัวอย่างเช่น มาตรฐาน ANSI B16.5 กำหนดค่าความเรียบของผิวหน้าหน้าแปลนไว้ในช่วง 125AARH-500AARH (3.2Ra ถึง 12.5Ra) สามารถกำหนดค่าความเรียบอื่นๆ ได้ตามคำขอ เช่น ค่าสูงสุด 1.6 Ra, 1.6/3.2 Ra, 3.2/6.3Ra หรือ 6.3/12.5Ra โดยช่วง 3.2/6.3Ra เป็นช่วงที่พบได้บ่อยที่สุด
การทำเครื่องหมายและการบรรจุ
• แต่ละชั้นใช้ฟิล์มพลาสติกเพื่อปกป้องพื้นผิว
• สำหรับผลิตภัณฑ์สแตนเลสทั้งหมดจะบรรจุในกล่องไม้อัด สำหรับหน้าแปลนเหล็กคาร์บอนขนาดใหญ่จะบรรจุบนพาเลทไม้อัด หรือสามารถปรับแต่งบรรจุภัณฑ์ได้ตามต้องการ
• สามารถติดฉลากการจัดส่งได้ตามคำขอ
• สามารถแกะสลักหรือพิมพ์เครื่องหมายบนผลิตภัณฑ์ได้ รับผลิตสินค้าตามสั่ง (OEM)
การตรวจสอบ
• การทดสอบ UT
• การทดสอบสมรรถภาพทางกาย
• การทดสอบ MT
• การทดสอบมิติ
ก่อนส่งมอบ ทีม QC ของเราจะทำการทดสอบ NDT และตรวจสอบขนาด นอกจากนี้ยังรับการตรวจสอบโดยบุคคลที่สาม (TPI) ด้วย
กระบวนการผลิต
| 1. เลือกใช้วัตถุดิบแท้ | 2. ตัดวัตถุดิบ | 3. การอุ่นเครื่องล่วงหน้า |
| 4. การตีขึ้นรูป | 5. การอบด้วยความร้อน | 6. การกลึงหยาบ |
| 7. การเจาะ | 8. การจับคู่ละเอียด | 9. การให้คะแนน |
| 10. การตรวจสอบ | 11. การบรรจุหีบห่อ | 12. การจัดส่ง |
ข้อต่อท่อเป็นส่วนประกอบที่สำคัญในระบบท่อ ใช้สำหรับเชื่อมต่อ เปลี่ยนทิศทาง เบี่ยงเบน เปลี่ยนขนาด ปิดผนึก หรือควบคุมการไหลของของเหลว มีการใช้งานอย่างแพร่หลายในสาขาต่างๆ เช่น การก่อสร้าง อุตสาหกรรม พลังงาน และบริการเทศบาล
ฟังก์ชันหลัก:สามารถทำหน้าที่ต่างๆ ได้ เช่น การเชื่อมต่อท่อ การเปลี่ยนทิศทางการไหล การแบ่งและการรวมการไหล การปรับขนาดเส้นผ่านศูนย์กลางท่อ การปิดผนึกท่อ การควบคุมและการกำกับดูแล
ขอบเขตการใช้งาน:
- ระบบประปาและระบายน้ำของอาคาร:ข้อต่อ PVC แบบงอ และข้อต่อ PPR แบบสามเหลี่ยม ใช้ในระบบท่อน้ำ
- ท่อส่งอุตสาหกรรม:หน้าแปลนสแตนเลสและข้อศอกเหล็กอัลลอยด์ถูกนำมาใช้ในการลำเลียงสารเคมี
- การขนส่งพลังงาน:ข้อต่อท่อเหล็กทนแรงดันสูงใช้ในท่อส่งน้ำมันและก๊าซ
- ระบบ HVAC (ระบบทำความร้อน การระบายอากาศ และการปรับอากาศ):ข้อต่อท่อทองแดงใช้สำหรับเชื่อมต่อท่อส่งสารทำความเย็น และข้อต่อแบบยืดหยุ่นใช้เพื่อลดการสั่นสะเทือน
- การชลประทานทางการเกษตร:ข้อต่อแบบเร็วช่วยให้การประกอบและถอดชิ้นส่วนระบบชลประทานแบบสปริงเกลอร์ทำได้ง่ายและสะดวกยิ่งขึ้น
-

ASME B 16.5 CS SA 105N LWNFF 20นิ้ว 600LB LWN F...
-

หน้าแปลนแผ่นท่อแบบกำหนดเองที่ไม่เป็นไปตามมาตรฐาน...
-
หน้าแปลนคอเชื่อมยาวมาตรฐานแรงดัน LWN สำหรับ...
-

หน้าแปลน LWN แบบกำหนดเอง มาตรฐานเหล็กกล้าคาร์บอน...
-

หน้าแปลนเชื่อมซ็อกเก็ต เหล็กกล้าคาร์บอน A105 SW RTJ 3/4...
-
ANSI DIN เหล็กกล้าสแตนเลสขึ้นรูป Class 150 แบบสวม...




